折弯剪板机床液压与气压系统故障分析与排除
1.
折弯剪板机床液压与气压系统的组成与作用
现代数控折弯剪板机床在实现整机的全自动化控制中,除数控系统外,还需要配备液压装置和气动装置辅助实现整机的自动运行功能。
液压传动装置由于使用工作压力高的油性介质,因此机构出力大,机械结构紧凑,动作平稳可靠,易于调节和噪声较小,但需要配置液压泵和油箱。完整的液压系统由能源部分、执行部分、控制部分和辅助部分等组成,如图27(a)所示。
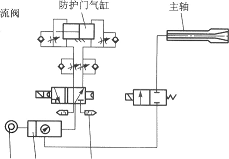
气压系统工作原理与液压系统工作原理类似。气动装置的气源容易获得,折弯剪板机床可以不必再单独配置动力源,装置结构简单,工作介质不会污染环境,工作速度快和动作频率高,适合于完成频繁启动的辅助工作。过载时比较安全,不易出现过载而损坏机件等事故。在现代折弯剪板机床上已经得到了广泛应用。气压系统主要用于刀具或工件的夹紧、安全防护开关以及折弯剪板机床主轴锥孔的吹屑等。但其系统中的分水滤水器应定期放水,油雾器应定期清洗,如图27(b)所示。
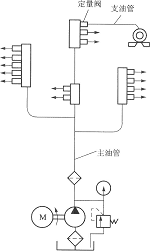
油箱(a)
图27折弯剪板机床液压与气压系统示意图
2.折弯剪板机床液压与气压系统维护
1)液压系统的维护与保养
(1)控制油液污染,保持油液清洁。
(2)控制液压系统中油液的温升。
(3)控制液压系统泄漏。
(4)防止液压系统振动与噪声。
(5)严格执行日常点检制度。
(6)严格执行定期紧固、清洗、过滤和更换制度。
2)折弯剪板机床气动系统维护与检查
(1)气动系统维护。
①保证供给洁净的压缩空气。
②保证空气中含有适量的润滑油。
③保持气动系统的密封性。
④保证气动元件中运动零件的灵敏性。
⑤保证气动装置具有合适的工作压力和运动速度。
(2)气动系统的点检与定检。
①管路系统点检。主要内容是对冷凝水和润滑油的管理。冷凝水的排放,一般应当在气动装置运行之前进行。但是当夜间温度低于0度时,为防止冷凝水冻结,气动装置运行结束后,应开启放水阀门排放冷凝水。补充润滑油时,要检查油雾器中的油的质量和滴油量是否符合要求。此外,点检还应包括检查供气压力是否正常、有无漏气现象等。
②气动元件的定检。主要内容是彻底处理系统的漏气现象。例如,更换密封元件,处理管接头或联接螺钉的松动等,定期检验测量仪表、安全阀和压力继电器等。具体可参见表5。
表5气动元件的定检
序号 |
元件名称 |
定检内容 |
1
|
气缸
|
(1)活塞杆与端面之间是否漏气; (2)活塞杆是否划伤、变形; (3)管接头、配管是否划伤、损坏; (4)气缸动作时有无异常声音; (5)缓冲效果是否合乎要求 |
2
|
电磁阀
|
(1)电磁阀外壳温度是否过高; (2)电磁阀动作时,工作是否正常; (3)气缸行程到末端时,通过检查阀的排气口是否有漏气来确认电磁阀是否漏气; (4)紧固螺栓及管接头是否松动; (5)电压是否正常,电线有无损伤; (6)通过检查排气口是否被滑润湿,可通过排气时是否会在纸上留下油雾斑点来判断; (7)润滑是否正常 |
3
|
油雾器
|
(1)油杯内油量是否足够,润滑油是否变色、混浊,油杯底部是否沉积有灰尘和水; (2)滴油量是否合适 |
4
|
调压阀
|
(1)压力表读数是否在规定范围内; (2)调压阀盖或锁紧螺母是否锁紧; (3)有无漏气 |
5
|
过滤器
|
(1)储水杯中是否积存冷凝水; (2)滤芯是否应该清洗或更换; (3)冷凝水排放阀动作是否可靠 |
6
|
安全阀及 压力 继电器 |
(1)在调定压力下动作是否可靠; (2)校验合格后,是否有铅封或锁紧; (3)电线是否损伤,绝缘是否可靠 |
3.折弯
剪板机床液压与气压系统常见故障分析与排除
(1)方向控制回路的故障维修。
故障现象:方向控制回路中滑阀没有完全回位。
分析及处理过程:在方向控制回路中,换向阀的滑阀因回位阻力增大而没有完全回位是最常见的故障,将造成液压缸回程速度变慢。排除故障首先应更换合格的弹簧;如果是由于滑阀精度差,而使径向卡紧,应对滑阀进行修磨或重新配制。一般阀芯的圆度和锥度公差为0.003~0.005um,最好使阀芯有微量的锥度,并使它的大端在低压腔一边,这样可以自动减小偏心量,从而减小摩擦力,减小或避免径向卡紧力。引起卡紧的原因还可能有脏物进入滑阀缝隙中而使阀芯移动困难;间隙配合过小,以致当油温升高时阀芯膨胀而卡死;电磁铁推杆的密封圈处阻力过大,以及安装紧固电动阀时使阀孔变形等。找到卡紧的原因,故障就好排除了。
(2)刀柄和主轴的故障维修。
故障现象:液压剪板机换刀时,主轴锥孔吹气,把含有铁锈的水分子吹出,并附着在主轴锥孔和刀柄上。刀柄和主轴接触不良。
分析及处理过程:分析液压剪板机气动控制原理图。故障产生的原因是压缩空气中含有水分。如采用空气干燥机,使用干燥后的压缩空气问题即可解决。
(3)松刀动作缓慢的故障维修。
故障现象:液压剪板机换刀时,主轴松刀动作缓慢。
分析及处理过程:根据气动控制原理图进行分析,主轴松刀动作缓慢的原因有:气动系统压力太低或流量不足;折弯剪板机床主轴拉刀系统有故障,如碟型弹簧破损等;主轴松刀气缸有故障。根据分析,首先检查气动系统的压力,压力表显示气压为0.6MPa,压力正常;将折弯剪板机床操作转为手动,手动控制主轴松刀,发现系统压力下降明显,气缸的活塞杆缓慢伸出’,故判定气缸内部漏气。拆下气缸,打开端盖,压出活塞和活塞环,发现密封环破损,气缸内壁拉毛。更换新的气缸后,故障排除。