数控折弯机床故障诊断的研究对象与故障分类
一、数控折弯机床故障诊断的研究对象
1.数控折弯机床本体【包括液压、气动和润滑装置)
对于
数控折弯机床本体而言,由于机械部件处于运动摩擦过程中,因此对它的维护就显得特别重要,如主轴箱的冷却和润滑、导轨副和丝杠螺母副的间隙调整与润滑及支承的预紧,液压和气动装置的压力调整和流量调整等。
2.电气控制系统
电气控制系统包括数控系统、伺服系统、机床电器柜(也称强电柜)及操作面板等。
数控系统与机床电器设备之间的接口有四个部分:
(1)驱动电路:主要指坐标轴进给驱动和主轴驱动之间的电路o
(2)位置反馈电路:指数控系统与位置检测装置之间的连接电路。
(3)电源及保护电路:电源及保护电路由数控折弯机床强电控制线路中的电源控制电路构成,强电线路由电源变压器、控制变压器、各种断路器、保护开关、接触器、熔断器等连接而成,以便为电磁铁、离合器和电磁阀等功率执行元件供电。
(4)开关信号连接电路:开关信号是数控系统与机床之间的输人输出控制信号,输入输出信号在数控系统和机床之间的传送通过I/O接口进行。数控系统中的各种信号均可以用机床数据位“1"或“0”来表示。数控系统通过对输入开关量的处理,向I/O接口输出各种控制命令,控制强电线路的动作。
数控设备从电气的角度看,最明显的特征就是用电气驱动替代了普通机床的机械传动,相应的主运动和进给运动由主轴电机和伺服电机执行完成,而电机的驱动必须有相应的驱动装置和电源配置。
现代数控折弯机床一般用可编程控制器替代普通机床强电控制柜中的大部分机床电器,从而实现对主轴、进给、换刀、润滑、冷却、液压以及气压传动等系统的逻辑控制。特别要注意的是机床上各部位的按钮、行程开关、接近开关以及电器、电磁阀等机床电器开关,开关的可靠性直接影响到机床能否正确执行动作。这些设备的故障是数控设备最常见的故障。
数控折弯机床为了保证精度,一般采用反馈装置,包括速度检测装置和位置检测装置。检测装置的好坏将直接影响到数控折弯机床的运动精度及定位精度。
因此,电气系统的故障诊断及维护是维护和故障诊断的重点部分。
资料表明:数控设备的操作、保养和调整不当占整个系统故障的57%,伺服系统、电源及电气控制部分的故障占整个故障的37.5%,而数控系统的故障占5.5%。
二、数控折弯机床故障的特点
数控折弯机床故障是指数控折弯机床失去了规定的功能。按照数控折弯机床故障频率的高低,机床的使用期可以分为三个阶段,即初始运行期、相对稳定运行期和衰老期。这三个阶段故障频率可以由故障发生规律曲线来表示,如图3所示。数控折弯机床从整机安装调试后至运行一年左右的时间称为机床的初始运行期。在这段时间内,机械处于磨合阶段,部分电子元器件在电器干扰中经受不了初期的考验而破坏,所以数控折弯机床在这段时间内的故障相对较多。数控折弯机床经过了初始运行期就进人了相对稳定期,机床在该期间仍然会产生故障,但是故障频率相对减少,数控折弯机床的相对稳定期一般为7~10年。数控折弯机床经过相对稳定期之后是数控折弯机床的衰老期,由于机械的磨损、电气元器件的品质因数下降,数控折弯机床的故障率又开始增大。
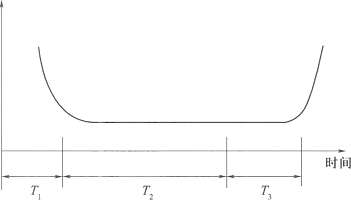
图3故障发生规律曲线
三、数控折弯机床故障的分类
数控设备的故障是多种多样的,可以从不同角度对其进行分类,按其表现形式、性质、起因等可分类如下。
1.从故障的起因分类
从故障的起因上看,数控系统故障可分为关联性和非关联性故障。非关联性故障是指与数控系统本身的结构和制造无关的故障。故障的发生是由诸如运输、安装、撞击等外部因素人为造成的;关联性故障是指由于数控系统设计、结构或性能等缺陷造成的故障。关联性故障又分为固有性故障和随机性故障。固有性故障是指一旦满足某种条件,如温度、振动等条件,就出现故障。随机性故障是指在完全相同的外界条件下,故障有时发生或不发生的情况。一般随机性故障由于存在着较大的偶然性,给故障的诊断和排除带来了较大的困难。
2.从故障的时间分类
从故障出现的时间上看,数控系统故障又分为随机故障和有规则故障。随机故障的发生时间是随机的。有规则故障的发生是指有一定的规律性。
3.从故障的发生过程分类
从故障发生的过程来看,数控系统故障又分为突然故障和渐变故障。突然故障是指数控系统在正常使用过程中,事先并无任何故障征兆出现,而突然出现的故障。突然故障的例子有:因机器使用不当或出现超负荷而引起的零件折断;因设备各项参数达到极限而引起的零件变形和断裂等。渐变故障是指数控系统在发生故障前的某一时期内,已经出现故障的征兆,但此时(或在消除系统报警后),数控折弯机床还能够正常使用,并不影响加工出的产品质量。渐变故障与材料的磨损、腐蚀、疲劳及蠕变等过程有密切的关系。
4.按故障的影响程度分类
从故障的影响程度来看,数控系统故障分为完全失效和部分失效故障。完全失效是指数控折弯机床出现故障后,不能继续正常加工工件,只有等到故障排除后,才能让数控折弯机床恢复正常工作的情况。部分失效是指数控折弯机床丧失了某种或部分系统功能,而数控折弯机床在不使用该部分功能的情况下,仍然能够正常加工工件,这种故障就是部分失效。
5.按故障的严重程度分类
从故障出现的严重程度上看,数控系统故障又分为危险性故障和安全性故障。危险性故障是指数控系统发生故障时,折弯机床安全保护系统在需要动作时因故障失去保护作用,造成了人身伤亡或机床故障。安全性故障是指机床安全保护系统在不需要动作时发生动作,引起
折弯机床不能启动。
6.按故障的性质分类
从故障发生的性质上看,数控系统故障又分为软件故障、硬件故障和干扰故障三种。其中,软件故障是指由程序编制错误、
折弯机床操作失误、参数设定不正确等引起的故障。软件故障可通过认真消化、理解随机资料,掌握正确的操作方法和编程方法,尽量来避免和消除。硬件故障是指由CNC电子元器件、润滑系统、换刀系统、限位机构、
折弯机床本体等硬件因素造成的故障。干扰故障则表现为内部干扰和外部干扰,是指由于系统工艺、线路设计、电源地线配置不当等以及工作环境的恶劣变化而产生的故障。