弯曲加工的操作要点
与冲裁加工一样,弯曲加工也应严格按冲压操作规程进行,严防发生误操作c为完成好零件的弯曲加工,首先应做好弯曲模的安装及调整。
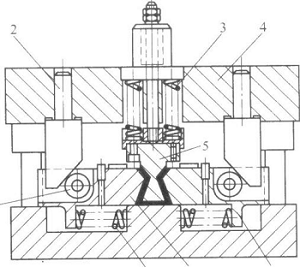
图 弯曲角小于90度的带斜楔弯曲模
1-滚柱2-斜楔3、8-弹簧 4-上模座5-凸模6、7-凹模块
一、弯曲模的安装方法
弯曲模分为无导向弯曲模和有导向弯曲模两种,其安装方法与冲裁模安装方法基本相同。弯曲模的安装除了应进行凸、凹模间隙的调整以及卸料装置等方面的调试外,还应同时完成弯曲上模在压力机上的上下位置的调整。一般可按下述方法进行:
压力机滑块进行粗略调整后,在上凸模下平面与下模卸料板之间垫一块比毛坯略厚的垫片(垫片一般为毛坯厚度的1-1.2倍)或试样,然后用调节连杆长度的方法。一次又一次地用手搬动飞轮(刚性离合器的压力机)或点动(带摩擦离合器的压力机),直劐滑块能正常地通过下死点而无阻滞或盘不动(即所谓“顶住”和“咬住”)。这样再搬动飞轮数周,才能最后固定下模进行试冲。试冲翦,应先将放人模具内的垫片取出,试冲合格后,应将各紧圈零件再拧紧一次并再次进行检查.合格后才能正式投入生产。
二、弯曲模的调整要点
1.弯曲模上下位置的调整
对于有导向的弯曲模。上、下模在压力机上的相对位置全由导向零件决定;对无导向装置的弯曲模,上、下模在压力机上的相对位置,一般用调节压力机连杆长度的方法进行调整:在调整时,最好把事先制作好的样件放在模具的型腔内,然后调节压力机连杆,使上模随滑块调整封下死点时,既能压实样件又不发生硬性顶撞及咬死现象,然后将下模紧固即可。
2.凸、凹模间隙的调整
上、下模在压力机上的相对位置粗略调整后,再在凸模下平面与下模卸料板之间垫一块比坯件略厚的垫片(垫片一般为毛坯厚度的1-1.2倍),继续调节连杆长度,一次双一次地用手搬动飞轮,直到滑块能正常地通过下死点而无阻滞为止。
上、下模的侧向间隙,可采用垫纸板或标准样件的方法来进行调整,以保证闯隙的均匀性。
间隙调整后,可将下模板固定并试冲。
3.定位装置的调整
弯曲模定位零件的定位形状应与坯件相一致。在调整对,应充分保证其定位的可靠性和稳定性。利用定位块及定位钉的弯曲模,试冲后发现位置及定位不准确,应及时调整定位位置或更换定位零件。
4.卸件、退件装置的调整
弯曲模的卸料系统应足够太,缷料用的弹簧或橡腔应霄足够的弹力;顶出器及卸料系统应调整到动作灵活,并能顺利缷出零件制品,不应有卡死或发涩现象。卸料系统作用于制品的作用力要调整均衡,以保证制品缷料后表面平整,使制品不产生变形和翘曲。