弯曲加工质量缺陷原因分析及对策
在弯曲加工过程中,由于弯曲材料、模具、压力机和操作等各方面因素的影响,弯曲件往往会产生这样或那样的质量缺陷。因此,在实际生产中,针对所发生的缺陷,必须对各方面的影响因素进行仔细的分析,只有在找出具体产生原因的基础上才能有针对性地采取措施解决。以下通过几个实例进行分析说明。
1.弯曲尺寸不合格
在弯曲过程中,弯曲件尺寸不合格的质量问题除了弯曲回弹的影响外,主要应从以下方面进行查找并采取相应的措施。
(1)毛坯定位是否不可靠 模具结构中采用的压料装置和定位装置的可靠性对弯曲件的形状与尺寸精度会有较大的影响。一般采用气垫、橡胶或弹簧产生压紧力,在弯曲开始前就把板料压紧。为达到此目的,压料板或压料杆的顶出高度应比凹模平面稍高一些,一般高出一个板料厚度t,如图1所示。
毛坯的定位形式主要有以外形为基准和以孔为基准两种。外形定位操作方便,但定位准确性较差。孔定位操作不大方便,使用范围较窄,但定位可靠,如图5-31所示。在特定的条件下,有时用外形初定位,大致使毛坯控制在一定的范围内,最后再以孔作定位,从而吸收两者的优点,使之定位既准确又操作方便。
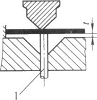
图1采用压料装置的弯曲要求
(2)弯曲工序的顺序是否正确 当弯曲工件的工序较多,而工序前后安排顺序不对,也会对精度产生很大影响。例如,对于有孔的弯曲件,当孔的形状和位置精度要求较高时,就应采用先弯曲后冲孔的加工工艺。
(3)所用弯曲材料的厚度是否均匀 零件在弯曲过程中,若所使用的材料厚薄不均,则由于受挤压变形不均的影响很容易使弯曲的材料移动,产生弯曲件的高度尺寸不稳定。对策是将凹模惨整成可换式镶块结构,通过调整弯曲模间隙的办法来解决。也可更换材料,采用料厚均匀稳定的板料。
(4)模具两端的弯曲凹模圆角是否均匀一致弯曲模在长期使用过程中常会使凹模圆角半径发生变化,且左右凹模圆角半径不对称一致,从而在弯曲过程中使弯曲件发生移动造成弯曲尺寸发生变化。对策是修磨凹模圆角半径,使其在合格的范围内且左右对称,大小一致。
(5)压力机的精度和气垫压力是否合乎要求压力机的精度及气垫压力会直接影响弯曲件的尺寸精度,一般应选用吨位大些且精度较高的压力机,通常取加工力为压力机吨位70%~80%较为合适。
(6)检查并重新校核弯曲展开料是否正确 弯曲件展开料的正确性直接决定弯曲件尺寸是否合格。
(7)检查定位零件是否磨损 定位零件尺寸的正确与否直接影响弯曲件的尺寸是否合格。
(8)检查并调整弯曲模弯曲间隙的均匀一致性弯曲模的间隙是否均匀一致,直接影响弯曲件的尺寸精度,不均匀的间隙将使弯曲件在弯曲过程中产生移动,从而影响弯睦件的弯曲尺寸。
2.弯曲形状不禽格
弯曲形状不合格是弯曲质量的重要缺陷之一,不同的不合格弯曲形状,其产生原因是不同的,应分门别类地进行分析并采取针对性的措施。
(1)弯曲件弯曲后呈喇叭口 其产生原因及对策如下:
1)检查模具间隙是否过大。一般来说,弯曲模的闽隙经过试模、调整,其模具间隙是合理的,但随着模具的磨损弯曲间隙变大,而过大的模典间隙将直接增大零件的弯曲回弹,从而影响弯曲件的弯曲形状。对策是检查凸模及凹模的磨损情况,若凸模磨损严重且弯曲零件需保证内形尺寸,则应更换凸模工作块,并调整模
具间隙至合适;反之,应更换凹模。
2)检查弯曲件的加工工艺性是否良好。一般弯曲件的直边高度日不应小于2t,如果H小于2t,将使弯曲后的弯曲件直边高度不直,并呈喇叭口。对策是若零件结构允许,可以在弯曲区内侧预先压槽,如图3所示;或者采用加高直边高度,弯曲后再切短的加工工艺方案。


图3预先压槽后弯曲
3)检查模具压料装置是否动作失灵。模具压料装置能增加零件弯曲的压应力,从而减少弯曲件的弯曲回弹。若压料装置失灵,则应调整或更换新的压料装置。
4)检查模具结构的合理性。对照5有关弯曲回弹的各项预防措施对模具结构进行分析、检查。
(2)弯曲件弯曲后出现挠曲与扭曲 弯曲时的挠曲是指被弯曲件在垂直于加工方向产生的挠度;而扭曲则往往是在挠曲的基础上发生的扭转变形,如图4所示。
产生的原因是当板料弯曲时,在弯曲方向(长度方向)产生变形的同时,在垂直于弯曲的宽度方向上的材料也会发生移动。这是因为中性层外侧的材料曲予受拉而变薄,这时宽度方向上的材料便滑移过来补充这一变化,所以中性层外侧的材料在宽度方向上会产生收缩。与此相反,在弯曲过程中,中性层内侧的厚度加大,使得宽度方向产生伸长。这样的结果使弯曲件产生如图4a所示的弓形挠曲。显然,如果宽度方向上材料的收缩与伸长不均匀,就会产生如图4b所示的扭曲现象。

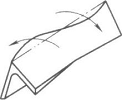
图4弯曲时的挠曲与扭曲
为了尽可能地消除挠曲和扭曲现象,应注意从以下方面采取措施:
1)弯曲件材料的成分、组织、力学性能等应均匀。弯曲件材料的成分、组织、力学性能等如果不均匀,则在弯曲变形过程中由于材料内部的滑移情况不同,就容易产生挠曲和扭曲。
2)板料纤维方向应与弯曲方向有合理的夹角。通常应尽可能使弯曲方向垂直于板料纤维方向。但如果必须在两个方向上同时进行弯曲时,则应采取斜排样,使弯曲方向与板材纤维方向成45度夹角。
3)弯曲板料的平整度。如果弯曲所用的板料不平整,则会产生严重的挠曲和扭曲现象。所以遇到材料不平整,应在弯曲加工前采用校平或退火的办法来改善板料的平整度。
4)保证弯曲形状的合理性。图6所示的弯曲件,弯曲后内应力不均匀,会使切口部位向左右张开,结果使弯曲部位产生挠曲,如图6a所示。为了防止这类情况发生,可如图6b所示那样,在工件落料时切口暂不切开,弯曲后再切掉连接部位。
5)模具要有较高的刚性。对予横向尺寸较大的弯曲件,在模具内弯曲时,由于模具的刚性不好,也会产生挠曲和扭曲。因此,必须保证模具要有较高的刚性。
6)如果工件要求的几何形状精度较高,则在弯曲后应采用校正的方法加以修正。
(3)弯曲件底面不平制品在弯曲后,底面不平产生挠曲,如图7a所示。从其弯曲成形及弯曲完成后的顶料过程来看,可以从以下方面进行分析、检查。
1)检查卸料杆的着力点分布是否不均匀或卸料时将卸料杆是否被顶弯。对策是增加卸料杆数量,使其均匀分布。
2)检查弯曲成形时压料力是否不足。压料力不足就会造成弯曲底面不平。对策是增加压料力,或增加校正,使料在弯曲成形后再进行校正(镦死),或在冲模中增加顶出器装置,如图7b所示,并使顶出器有足够的弹顶力。
(4)弯曲等高u形件时侧壁一头高一头低弯曲模在交付使用时,一般都经过了严格的试模调整,其生产的零件应是合格的。之所以出现弯曲等高u形件时侧壁不等高的问题,主要是由于使用了一段时间后模具的状态出现了问题。可以从以下方面对其产生原因进行分析、检查。
1)检查弯曲模上的定位销、定位板是否松动,是否磨损严重。模具在长期使用后,由于振动和冲击的影响其冲模上的定位销和定位板会松动,或由于经常受板料摩擦而磨损,定位不准确,致使凹模与毛坯的位置发生偏移。对策是重新调整定位销和定位板的位置;若为磨损严重,则需更换。
2)检查弯曲凹模边缘的两处豳角半径是否大小一致。若其大小不一致,则在弯曲板料时两个不相同的圆角处受到的阻力就不一样,圆角大的一面,由于压弯阻力小,材料滑动较快,压出的制件这一面就矮一些。对策是修整圆角半径使其在合格范围内,且尽量使其两处大小一致。
3.弯曲件厚度变薄
弯曲件厚度变薄的部位不同,其产生的原因也一样,应分门别类地进行分析,并采取针对性的措施。
(1)弯曲部位明显变薄弯曲后出现图8所辱示的弯曲部位材料明显变薄,其主要原因及对策如下:
1)弯曲半径相对板厚值太小。实践表明,弯曲部位厚度变薄是弯曲变形的性质来决定的,一般不能完全避免。但如果弯曲内侧半径和板厚的比r/t大于一定比值,则可以减少变薄量。在直角弯曲中,当r/t大于3时,弯曲变薄很少。所以,在发生这种现象时,一般用加大弩曲半径的方法来消除。
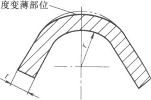
图8弯曲部位明显变薄
2)采用一次性多角弯曲工艺,也会使弯曲部位变薄加大。如图9所示,尽管r/t比较大,但被弯曲部位之间因互相拉压而变薄。因此,在必要时,为了减少变薄量,应尽量采用多工序的拉弯方法。
3)采用尖角凸模时,凸模进入材料太深也会使压弯部位厚度明显减小。这时,应严格控制尖角凸模进入凹模的深度。
(2)弯益件壁部变薄弯曲后出现图10所示的弯曲件壁部变薄,其主要原因及对策如下:
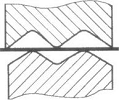
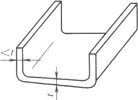
图9一次性多角弯曲 图10弯曲件壁部变薄
1)凹模圆角半径太小。凹模圆角半径决定了板料能否光滑地进入凹模,若凹模圆角过小,则在弯蓝时会使板料受压而变薄。对策是修整增大凹模圆角半径。
2)凸、凹模间隙太小。凸、凹模间隙太小使弯曲坯料在弯曲时受到严重挤压致使壁部材料变薄,所以,若在不影响弯曲件质量及尺寸精度情况下,可以适当加大间隙,以消除由于坯料受到挤压而发生的材料变薄。
4.弯曲件端面不平
零件弯曲后若出现图11所示的弯曲件端面凸起,弯曲圆角带外表面两端翘曲,则主要是在弯曲时,零件外表面的材料在圆周方向受拉,而内表面的材料受压,使材料向两端面(自由端)挤,若凹模圆角小时,则使端面翘曲,而两端凸起。主要对策如下:
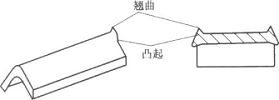
图11弯曲件端面凸起
1)在零件弯曲最后阶段,应增加足够的校正压力,以使两端凸起消除。
2)修整凹模圆角半径,使凹模圆角半径与弯曲件外圆角尽量相适应。
3)增加校正工序,使其校正后凸起或翘曲消除。
在对厚板料进行小角度弯曲时,常常会发生图12a所示的情况,即内侧材料在弯曲部位的两端宽度方向上出现明显的凸起,硬这个部位的宽度尺寸增大。这时,在弯曲时可将带毛刺的一面作为弯曲内侧,毛刺部位相对垂直于板平面的方向呈凹陷状态。这样可起到减小凸起的效果。若采用这种方法仍不能解决端面凸起的质量缺陷问题,可在冲裁下料时,在弯曲部的两端面先做出圆弧切口,如图12b所示,这样在弯曲时即可消除两端鼓凸缺陷。
5.弯曲件里面出现压痕或擦伤
弯曲件在生产过程中,其外表露产生划痕、擦伤、裂痕等缺陷,可以从以下方面对其产生原因进行分析、检查并采取相应的措施:
1)注意材料的性质。对钢、铝等软性材料进行连续生产时,由于某些脱落的金属微粒附在模具工作部位的表面上,致使工件出现较大的擦伤,这时必须及时用压缩空气或油进行清理,以保证清洁、良好的工作条件。
2)检查下料毛坯是否有冲裁毛刺。若有应清除干净。
3)检查弯曲凸、凹模的表面质量。弯曲模的凸模和凹模应具有高的硬度、韧性和耐磨性,凸模和凹模的淬火硬度应大于60HRC。淬火后,应对凸、凹模的工作表面进行高质量的抛光。若表面质量差,则在压弯时材料的变形阻力增大,进而使制件的侧壁上会出现擦伤、拉毛或较深的凹坑。
4)检查弯曲凹模的圆角半径。弯曲凹模圆角半径的大小,对弯曲力和工件质量均有影响。凹模圆角半径决定了板料能否光滑地过渡进入凹模。若弯曲凹模圆角半径过小,则弯曲力大,弯曲应力也大,材料不易进入凹模,将在弯曲材料表面产生划痕,并加剧凹模的磨损,降低凹模使用寿命。因此,凹模圆角半径一般不应小于3mm。
5)弯曲厚板时,应检查是否采用了圆角弯曲凹模。厚板料、硬板料弯曲时,弯曲凹模宜采用图13所示的斜角形式。凹模口倾斜大约30度,并保证与凸模间隙为3f,然后采用圆角与直平面圆滑过渡,必要时,还可以将模具的过渡部分制成便于向凹模内滑人的抛物线等几何形状,从而使材料流动阻力小,流动平稳,增大与凹模接触面积,减少凹模压应力。同时,使凹模圆角部位不易结瘤,不易对工件形成拉伤,从而提高弯曲件成形质量及凹模寿命。
6)检查凸、凹模间隙是否合理。若凸、凹模间隙过小,则易产生变薄擦伤,此时应修整凸、凹模间隙。

图13 厚板弯曲时的弯曲凹模形状
7)合理控制凸模进入凹模的深度。一般情况下,凸模进入凹模深度越大,越能减少弯曲回弹,但不能过大,过大的深度又容易产生表面伤痕,所以要调节适中。
8)检查弯曲凸、凹模的间隙是否均匀。若问隙不均匀,则间隙太小的一面在弯曲件直壁上会出现浅而发亮的划痕,两在闯隙大的一蕊又会在压弯的直边上形成波浪形的荷叶边,使制件的表面质量受到影响。对策是调整模具的阐隙,使之处于均匀状态。