刀具磨损状态的图像检测技术
一、基本知识
作为数控剪板机床加工过程中引发故障的最主要原因,刀具状态的变化,尤其是刀具磨损,直接影响着工件的加工精度和生产效率。基于图像处理的检测技术由于具有直观、非接触、测量精度高、检测速度快以及可智能化扩展等优势,被广泛用于工业检测领域中。刀具几何参数视觉测量方法因能够克服主观误差大、测量参数少、费时等缺点,适应了现代数控技术的高速度、高精度、高效率的要求。图像检测法检测结果真实、准确;其缺点是只能停机离线检测、占用工时、影响机械加工的效率和经济效益。
运用图像处理软件对CCD成像技术所获得的刀具照片进行图像处理,对经过标定处理的刀具图像进行边缘检测、边界跟踪、特征点检测,可得到清晰的刀具图像特征。结合人工智能技术,实现基于图像处理的刀具磨损检测,可以预报刀具的磨损量,动态更新刀具数据库的刀具参数,实现刀具参数的动态补偿,进行刀具寿命管理。本节对此技术进行简要介绍。
二、图像检测技术基本原理
1.图像检测技术的基本概念
图像检测技术即基于计算机数字图像处理技术的检测技术,也称作机器视觉检测技术。机器视觉检测技术是多个学科和领域内相关知识的融合,其中主要涉及计算机、图像处理、光学、电子学等技术,将计算机数字图像处理技术应用到检测技术中,实现对待检测对象尺寸和位置快速精确的测量,具有非接触、无损等明显优势,同时检测系统易于实现数字化、智能化。
机器视觉检测技术一般是指通过获取待测物体的图像,在进行处理并提取必要信息后与设定的标准图像信息进行对比,从而得到检测结果,确定被测物体与标准要求之间的偏差。检测的直接目标通常是指定物体的几何尺寸、表面完整性的等。244
2.图像检测系统的组成
一般用于工业领域进行图像检测的系统主要包括这样一些模块:光源、成像模块、图像获取模块、图像数字化模块、数字图像处理模块、智能判断模块和机械执行模块,如图5所示。目前对于成像和图像捕捉及数字化,多采用CCD(Charge Coupled Device)图像传感器来完成,而图像的处理与判断则借助于运行在计算机上的专业软件系统来完成。
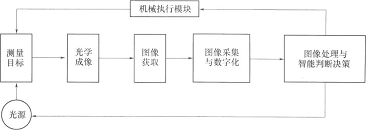
图5图像检测系统的组成
3.图像检测系统的工作原理
图像检测系统的工作原理为:在光源的辅助下,通过CCD图像传感器获取待测目标的图像信号,然后将其转换为数字信号并传送给计算机,由专用的图像处理软件对图像进行相关算法的处理,图像处理主要是对图像像素的亮度、颜色值进行计算,提取出检测需要的特征信息后与标准特征进行对比得出检测结果,然后再依据检测结果做出相应后续工作。
三、刀具磨损状态的图像检测系统
随着基于图像处理技术的检测方法迅速发展,将图像检测技术应用于
数控剪板机床刀具磨损状态检测的研究也越来越受到更多人的重视。图像检测技术应用于刀具磨损状态检测时,由于图像检测技术非接触性的特点,使得基于机器视觉的刀具检测只需占用很少的加工时间。而且,检测时直接以刀具磨损部位为检测对象,因此能够直观且准确地反映出刀具的磨损状态,这是其他现有刀具检测方法在检测准确度与精度上所不可相比的优势,因此逐渐成为现代刀具磨损状态检测方法之一。
1.刀具图像检测系统的功能
基于图像处理的刀具磨损状态检测系统,就是通过利用图像处理技术对刀具图像的处理与计算,从而来检测出刀具在加工过程中所产生的几何尺寸变化情况即磨损状况,然后根据检测的结果进行相应的补偿处理,最终形成数控加工过程的闭环控制。根据图像检测系统的工作原理,整个系统的结构仍由硬件和软件两部分组成。软件部分主要完成图像的处理和计算以及结果反馈,而硬件部分主要是计算机和图像采集设备。硬件系统承载软件系统的运行,同时又在软件系统的控制下实现相应的功能。刀具检测系统的功能如下。
(1)测量和补偿刀偏值;
(2)加工过程中刀具磨损或破损的自动监测、报警和补偿;
(3)机床热变形引起的刀偏值变动量的补偿。
2.刀具图像检测系统的硬件实现
刀具图像检测系统的组成如图6所示。由图可见,刀具图像检测系统除拥有光源、图像传感器等这些必备的组成部件外,还需与机床数控系统之间产生信息传递,检测系统相当于闭环控制的信息反馈模块。检测系统的基本原理大致如下:首先是在光源照明的辅助下进行刀具图像的获取,然后由图像采集卡完成图像的数字转换并将其传送至工控计算机。刀具图像的处理由运行在工控机上的软件系统来完成。得到磨损状况的检测结果后做出指示并对CNC进行反馈,实现刀具的补偿,CNC通过伺服驱动系统修改刀具的加工参数,从而调整机床的加工轨迹。
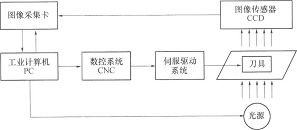
图6刀具图像检i贝0及控制系统硬件组成
刀具磨损状态的在机图像检测装置,包括多自由度机械臂、图像获取机构和微型计算机。考虑到机床环境,图像检测装置必须满足占用空间小、可跨尺度、自动精密检测的需求。
3.刀具图像检测系统的软件实现
基于图像处理的刀具检测系统,其软件部分的结构主要包括三大模块:①图像获取模块;②图像处理与计算模块;③工控机一控制器通信模块。如图7所示。
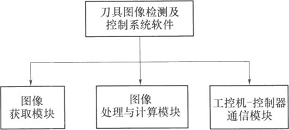
图7刀具图像检测系统及控制系统软件组成
其中图像获取模块的主要作用是在指定时刻控制光源亮度变化,并控制CCD采集刀具的图像,然后将刀具图像交由图像采集卡进行数字化转换后传送至计算机。图像处理与计算模块则主要负责对刀具图像进行一系列算法处理,包括预处理、边缘检测、轮廓提取等,最终实现从刀具原始图像中抽取出刀具轮廓,然后进行CCD标定,计算出轮廓特征尺寸的变化,进而确定刀具的磨损量。本模块在计算出磨损量后,还需对磨损量是否超出换刀阈值做判断,未超出阈值则将此磨损量交给下一模块,否则报警提示换刀。工控机一控制器通信模块的作用则是在工控机与数控系统之间建立通信信道,将图像处理模块中计算出的刀具磨损结果反馈给CNC,进行刀具补偿处理,形成数控剪板机床的闭环控制系统。刀具完成补偿处理后,机床进入下一个工件的加工,系统等待下一次检测。
r表示征兆的第i种特征对第歹种故障诊断的映射值。r的值直接影响诊断的准确性,该值的获得主要来自专家知识。专家知识存在因人而异的问题,客观性较差,人工神经网络可以解决这些问题,单征兆诊断神经网络模型如图9所示,将专家知识作为神经网络学习的初始值。利用BP算法可以得到关系矩阵R。
(2)故障诊断的模糊多征兆综合决策的正确性取决于权值矩阵C,C矩阵也可以用神经网络模型来实现。